Về hàn lắp
Hàn là quá trình nối hai kim loại cơ bản với nhau bằng cách sử dụng nhiệt hoặc áp suất, hoặc bằng cách thêm vật liệu hàn vào và sử dụng nhiệt hoặc áp suất để gắn kết chúng lại với nhau.

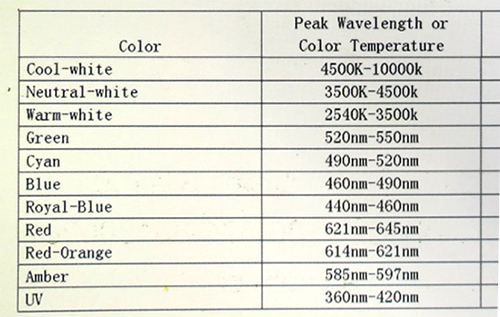
Các phương pháp chính thường được sử dụng để gia nhiệt trong quá trình hàn bao gồm hàn điện, hàn hồ quang điện, hàn khí gas, hàn plasma, và hàn laser. Trong quá trình này, chiều dài chân hàn (đường hàn) hình thành tại vùng hàn (vùng tích tụ hàn) có ảnh hưởng lớn đến độ bền của mối hàn.
Đánh giá quá trình hàn
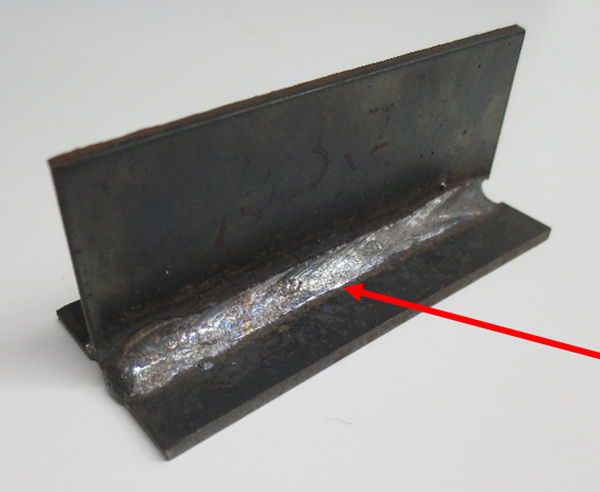
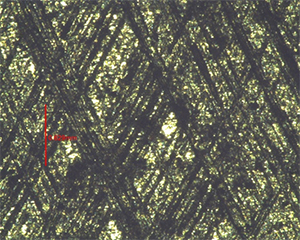
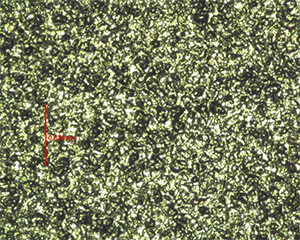
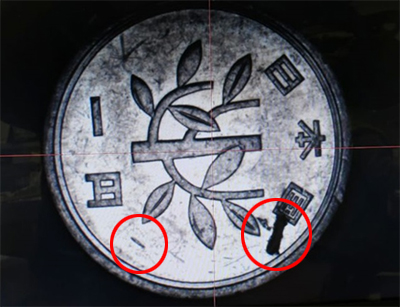
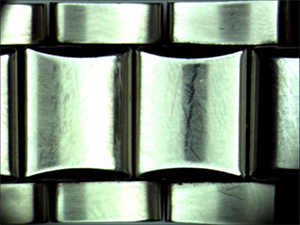
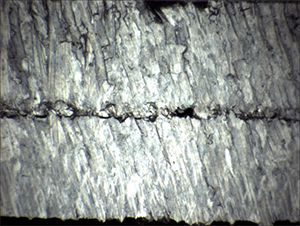
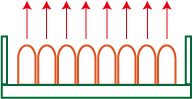
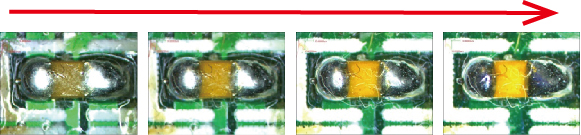
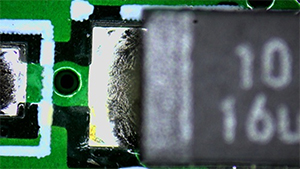
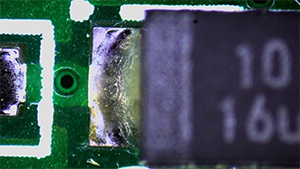
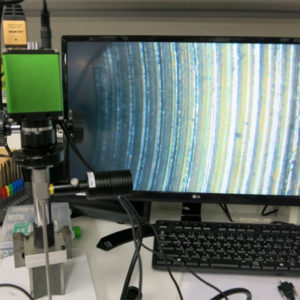
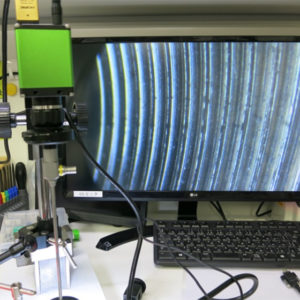
Phần dày lên được chỉ bằng mũi tên đỏ trong hình ảnh là đường hàn. Tùy thuộc vào điều kiện hàn, hình dạng và kích thước (chiều rộng, chiều dài, chiều cao) của đường hàn này có thể khác nhau. Hình dạng của đường hàn cho phép đánh giá liệu quá trình hàn có thích hợp hay không, cũng như để xác định các khiếm khuyết trong hàn.
Các loại khiếm khuyết trong hàn bao gồm:
– Thiếu độ dày
– Chồng chéo
– Cắt ngấn dưới
– Lỗ hổng
– Nứt, v.v.
Để đánh giá đường hàn này, cần phải đo lường hình dạng ba chiều của nó.
・Kiểm tra hàn
Trong kiểm tra hàn, các yếu tố kích thước quy định tại mặt cắt của mối hàn bao gồm độ dày tối thiểu của đường hàn, được gọi là “độ dày cổ họng”. Ngoài ra, còn có các yếu tố như lượng kim loại cơ bản đã nóng chảy từ đỉnh đến bề mặt kim loại, được gọi là “lượng nóng chảy” và “độ sâu nóng chảy”.
Để tìm hiểu thêm về việc đo lượng nóng chảy trong hàn, xin vui lòng tham khảo tại đây.
Đối với các điều kiện kích thước quy định, có chiều dài tối thiểu từ phần đầu nối hàn ở phần gốc hàn đến đầu dừng của vết hàn được gọi là “chiều dài chân hàn (きゃくちょう)”.
Chiều dài này là một trong các tiêu chuẩn quyết định về độ rộng lý tưởng của vết hàn.
・Efficiency Improvements in Measuring the Shape and Length of Weld Leg Length (Bead)
Để đảm bảo chất lượng của hàn, việc kiểm tra vết hàn là cần thiết.
Các phương pháp kiểm tra phổ biến bao gồm:
– So sánh hình mẫu sản phẩm tốt và hàn thực tế bằng mắt thường.
– So sánh với mẫu hàn và đo bằng gá hàn cùng với quan sát bằng mắt thường.
Tuy nhiên, các phương pháp này đòi hỏi kỹ năng cao của nhân viên kiểm tra và tốn thời gian, đồng thời kết quả kiểm tra có thể khác nhau tuỳ vào từng người thực hiện.
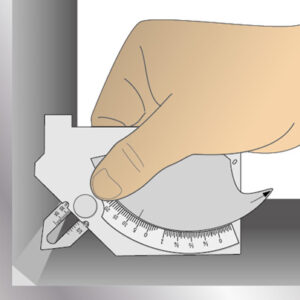
Ngoài ra, phương pháp đo bằng gá hàn dành riêng cho vết hàn yêu cầu đo đạc từng điểm, gây ra sự không hiệu quả.
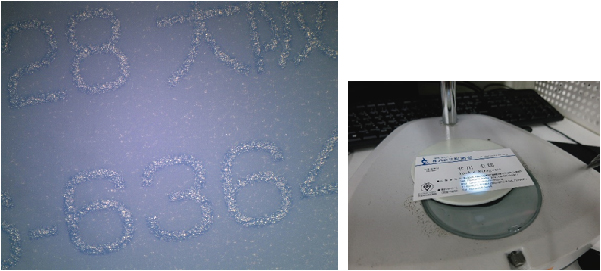
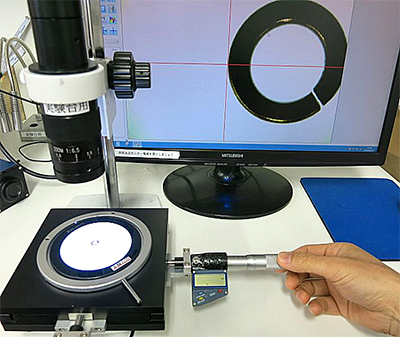
<Hình ảnh đo thước hàn>
Bằng cách sử dụng các sản phẩm dưới đây, bạn có thể giải quyết các vấn đề đo lường mối hàn này.
・Sản phẩm được khuyên dùng để đo chiều dài chân mối hàn (nhịp)
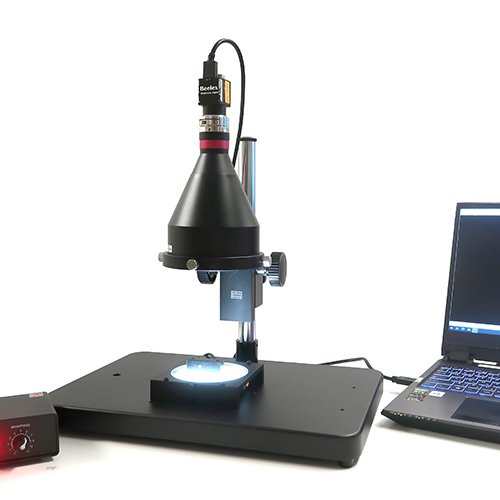
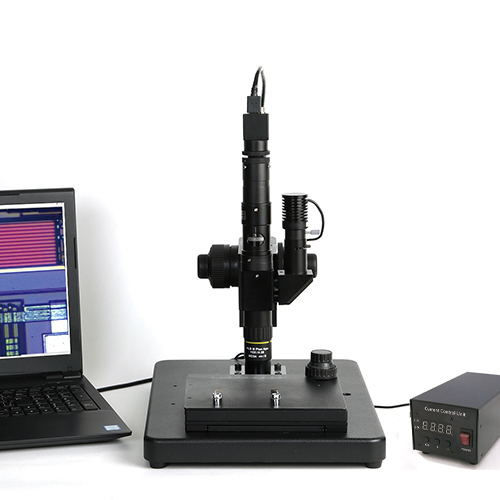
[Máy quét 3D chiều dài chân hàn tiện dụng CSM-HS10WL]

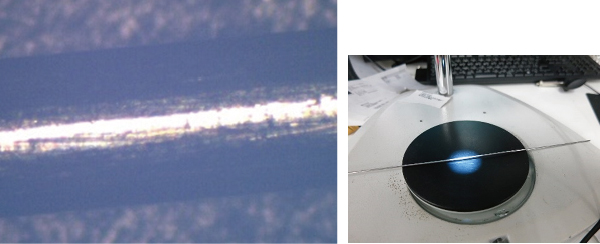
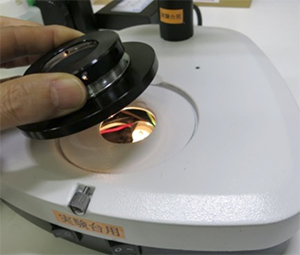
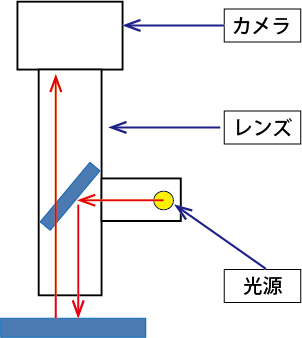
Đây là một thiết bị quét 3D di động, cho phép đo lường ngay lập tức mà không tiếp xúc và không phá hủy vết hàn bằng cách chỉ đơn giản đặt tia laser vào vị trí vết hàn cần đo.
※ Thiết bị không thể đo lượng nước tan vào vết hàn hay lỗ thổi trong vết hàn.
Thiết bị này sử dụng phương pháp cắt sáng không tiếp xúc khiến việc sử dụng thước thẳng hay gá hàn trở nên không cần thiết.
。

Bạn có thể quét phần tia laser chiếu vào vùng hàn để đo và hiển thị hình dạng ba chiều của vết hàn với độ chính xác cao trên biểu đồ mặt cắt.
Do đó, bạn có thể đo đạc độ dài chân hàn (bead) một cách chính xác và không phá hủy ngay lập tức, mà không gặp phải sai sót hoặc sự khác biệt do con người.
~Tính năng của thiết bị này~
Đặc trưng 1:Được thiết kế dạng cầm tay, dễ sử dụng, là thiết bị quét 3D di động
・Chỉ cần kết nối USB với máy tính hoặc máy tính bảng. Sau khi cài đặt phần mềm đo đạc hàn tích hợp sẵn trên thiết bị vào PC, bạn có thể sử dụng ngay.
・Do có thiết kế dạng cầm tay nên dễ dàng vận hành, có thể đo lường các đối tượng khó đo trước đây như các vật thể lớn hay có trọng lượng, trong không gian hẹp.
Đặc trưng 2: Chỉ cần nhắm tới vị trí muốn đo và nhấn nút cảm ứng để bắt đầu quá trình đo lường.
-
・Để đo lường vết hàn, phương pháp truyền thống yêu cầu sử dụng thước thẳng hoặc gá hàn đặc biệt. Tuy nhiên, với thiết bị này, bạn có thể đo lường một cách chính xác với một lần tia laser chỉ trong điểm cần đo.
・Chỉ cần đặt thiết bị vào vết hàn (một phần của vết hàn), và nhấn nút cảm ứng để bắt đầu quá trình đo lường.
・Với thanh hướng dẫn có thể tháo rời, giúp dễ dàng thích nghi với khoảng cách và góc đo trong quá trình đo lường.
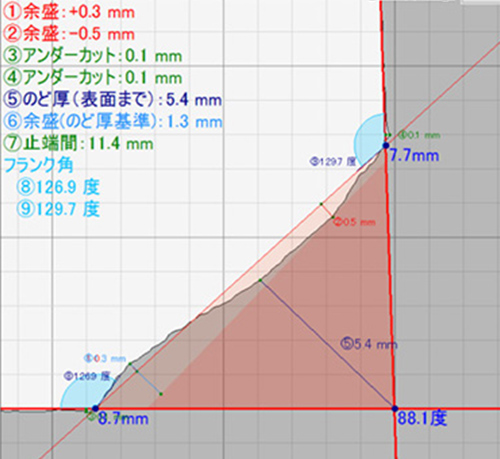
・Bạn có thể dễ dàng đo lường 12 vị trí trên vết hàn như “chiều dài chân hàn”, “gờ hàn”, “góc nối”, “sự dư thừa” v.v. bằng phương pháp cắt sáng.
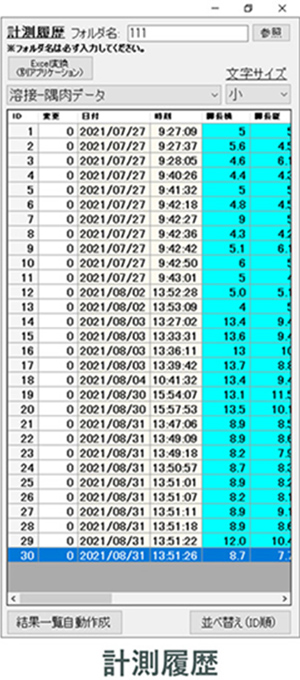
Đặc trưng 3: Kết quả đo lường chiều dài chân hàn được hiển thị và lưu trữ ngay lập tức trên màn hình PC.
・Kết quả đo lường có thể được lưu trữ dưới dạng file và có thể sử dụng dữ liệu trong Excel®.
・Kết quả đo lường được hiển thị ngay lập tức với các số liệu, giúp bảo đảm ghi nhận chính xác mà không có sai sót.
・Không cần thiết phải lưu trữ bằng tay, loại bỏ nguy cơ sai sót và ngăn chặn hiệu quả việc sửa đổi.
・Đảm bảo tính tra cứu nguồn gốc (tracedability).
~Thêm tính năng tiện ích hơn~
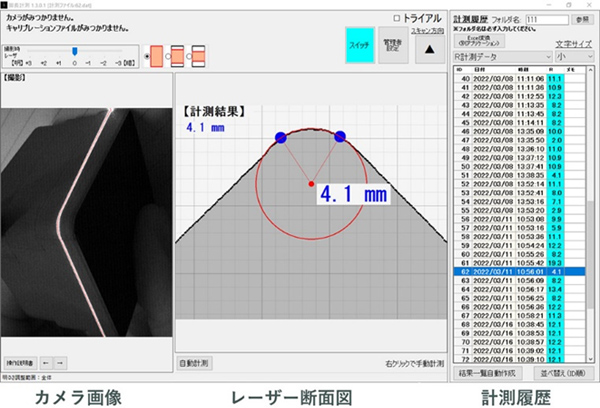
Tính năng 1: Được trang bị chế độ đo đạc tiện lợi cho việc kiểm tra chiều dài chân hàn (bead) trong hàn góc.
・Đo lường bán kính góc (R)
・Đo lường hàn đối đầu
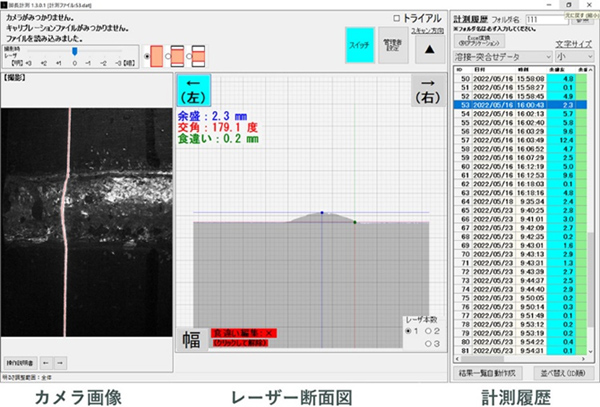
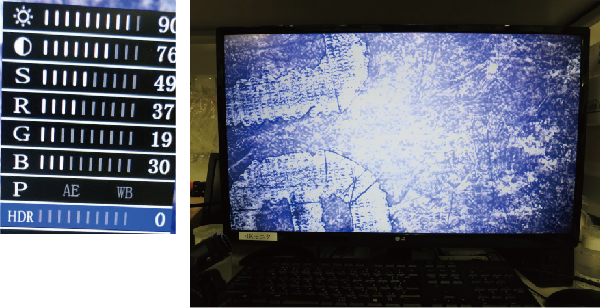
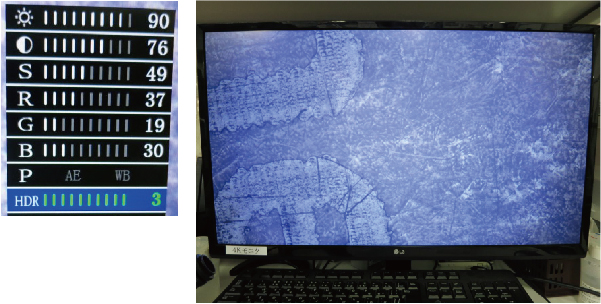
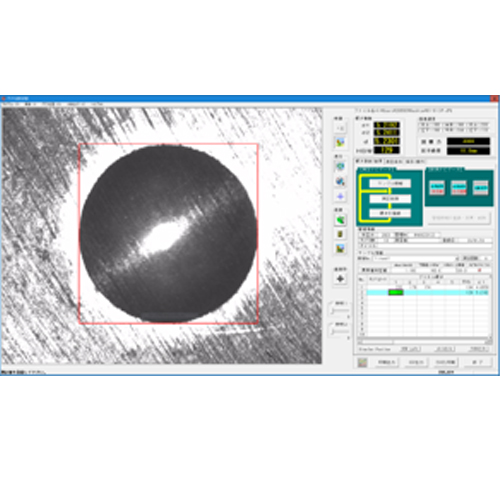
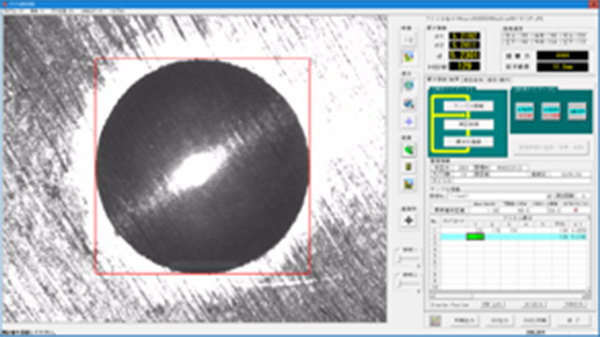
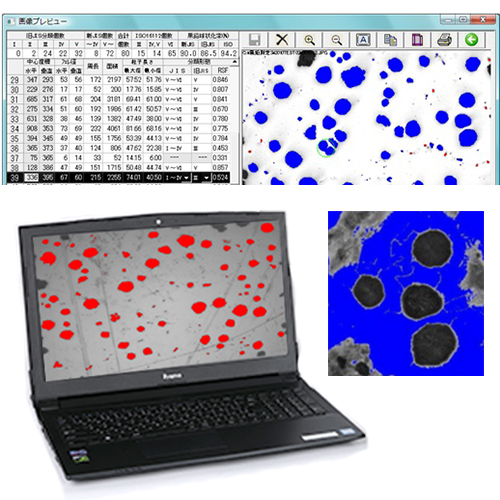
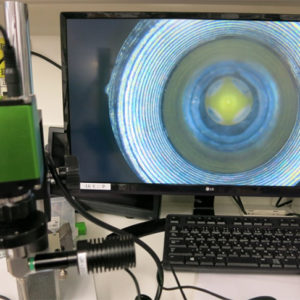
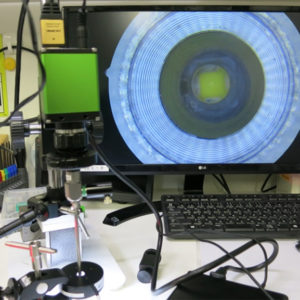
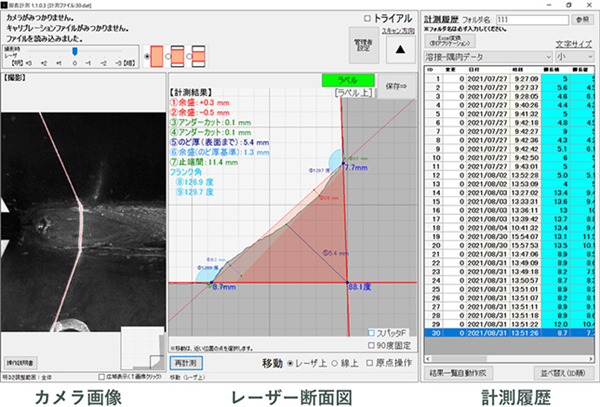
Tính năng 2: Hiển thị trên cùng một màn hình hình ảnh từ camera, biểu đồ mặt cắt bằng laser và kết quả đo lường
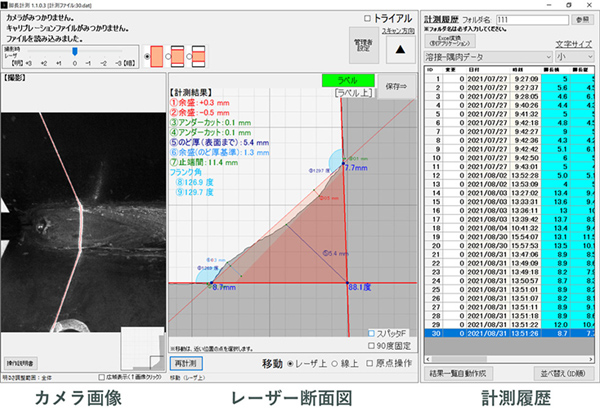
-
・Hình ảnh từ camera: Hiển thị hình ảnh của vùng được quét bởi camera.
・Biểu đồ mặt cắt bằng laser: Hiển thị kết quả đo lường dưới dạng số liệu và biểu đồ mặt cắt.
・Lịch sử đo lường: Hiển thị các kết quả đo lường số liệu.
Tính năng 3: Lịch sử đo lường có thể xuất ra dưới định dạng Excel®
Tính năng 4: Đọc mã QR
Bạn có thể dễ dàng liên kết kết quả đo lường với các mục tiêu đo bằng cách quét mã QR hoặc mã vạch.
Ngoài ra, kết hợp mã QR với đám mây và các giải pháp khác, bạn có thể thực hiện “tự động hóa quá trình hàn” và “cải tiến số hóa (DX)”.

・Tóm lại
Để cải thiện và tăng cường hiệu quả đo lường hình dạng của vết hàn, mà việc đo đạc chính xác trở nên khó khăn,
【Thiết bị quét 3D di động cho độ dài chân hàn CSM-HS10WL】 sẽ là sự lựa chọn lý tưởng.
・Loại bỏ sự khác biệt trong kết quả đo lường do con người, đảm bảo đo lường định lượng.
・Có thể đọc mã QR và kết nối với dữ liệu sản phẩm.
・Đo đạc chính xác hình dạng ba chiều của đối tượng mà không tiếp xúc.
・Có thể hiển thị các vùng không bình thường của vết hàn trên bản đồ màu.